





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Jinzhou Jinshi Mining Equipment Technology Co., Ltd.
Online Monitoring Pump Automation Unattended
■ System Overview
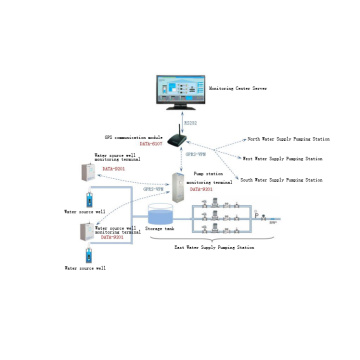
Jinzhou Jinshi Technology's pump station automation monitoring system/pumping station unattended system is suitable for remote monitoring and management of booster pumping stations in urban water supply systems.
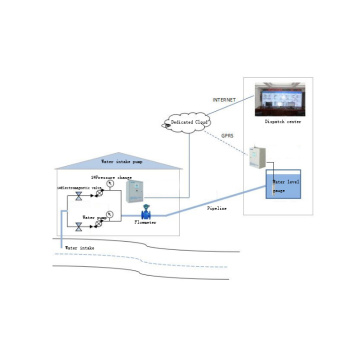
The pump station management personnel can remotely monitor the water level of the pump station pool or inbound pressure, the working status of the pumping station, the outbound flow, the outbound pressure, etc. in the monitoring center; it can remotely control and automatically control the start and stop of the pressurized pump set; When optical fiber communication is used, the panoramic view and important stations in the station can be monitored by image, so that the pump station is unattended.

In this system, the monitoring and monitoring functions are organically combined into an overall system function, data sharing is convenient, fast, and effective, and the data transmission between all levels is stable and reliable.
The monitoring function is realized by all the sensors separately, and then collects, sorts out and uploads the data to the central station through the monitoring cabinet, and finally releases the monitoring data in real time through the Web site to realize all the functions of remote networ k monitoring.
■Main functions of the system
1. Real-time monitoring of fan wind pressure (static pressure, total pressure), wind speed and air volume, bearing temperature, stator temperature, grid current, voltage, power, motor and fan efficiency, wind and atmospheric parameters (temperature, humidity, atmospheric pressure) and other fans Run various parameters;1) Automatic data collection: automatic real-time collection of pressure, water flow, water level data, pump running time and pump status, PH value, turbidity, residual chlorine and other data to achieve the accuracy, completeness, timeliness and reliability of data collection ;
(2) Active reporting of alarm information: On-site monitoring box door opening, power failure, control equipment failure, pressure exceeding upper limit, lower limit, equipment operation abnormality and other information can be actively sent to the monitoring center;
(3) Device operation status monitoring: remotely monitor the operation information of flowmeters, pressure sensors, contactors and other equipment, analyze the fault information, and discover the abnormal operation of the equipment at the monitoring point in time;
(4) Remote control: automatically or manually control the start and stop of the pump or gate according to data such as flow and water level.
(5) Support the collection of on-site video data to realize online video monitoring of monitoring points.
6. In the control center, the fan room is monitored for 24 hours through 32' LCD TV, and remote monitoring is achieved through the network video server for 24 hours.
■Our Company
Jinzhou Jinshi Mining Equipment Technology Co., Ltd. is located in the beautiful coastal city of Jinzhou, specializing in mining communication products and coal Mine automation equipment design and development, production and sales, contract installation related to coal mine safety production monitoring and monitoring system, solutions, after-sales service, etc.
Product Categories : Coal Mine Automation Unattended > Water Pump Automation Unattended Monitoring













Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.